Coal Inherent-moisture and its effect on coal combustion ….

This study aims to clarify the influence of inherent moisture
The coal when mined contains moisture. The moisture is in two forms. First is the inherent moisture which is entrapped within the structure of the coal. The second is the external moisture that is outside of the coal structure. The amount of moisture depends again on the geographical age, location, and condition in the mines. A part of this moisture can easily evaporate in atmospheric conditions during its transfer from the mines, storage at the plant and finally feeding to the kiln/PC in the cement plant. Depending on where and when you determine the moisture, values will be different for the same coal.
The amount of moisture determines how much heating is to be done to dry the coal before it is burned in the kiln.
What is Inherent Moisture in Coal?
Inherent Moisture (or Bed Moisture) is the moisture remaining in coal after natural drying in the air. The Inherent Moisture is held within the molecular structure of the coal which can be removed only at temperatures greater than 100 °C. The other moisture in the coal is on the surface of the coal that can be evaporated in exposed atmospheric conditions and during the coal drying process.
The moisture in Coal consists of two parts -
§ One is the moisture held within the molecular structure of the coal called “inherent moisture.” Removal takes place only at temperatures greater than 100 deg C.
§ The second part is the moisture that is on the surface of the coal. This is normally due to the conditions and locations of the mines. This moisture can evaporate in exposed atmospheric conditions.
And together, it's the total moisture in the coal as TM.

Properties of Coal
• Coal properties are evaluated by different methods.
• The most commonly used methods are Proximate and Ultimate analysis of the coal.
• Proximate analysis gives the Moisture, Ash, and Volatile matter, while the Fixed Carbon is found by difference.
• Ultimate Analysis gives the elemental composition of the coal.
- Ash oxide analysis is commonly used for the analysis of ash composition.
What Q.C./Process Engineer must always be aware of ……
• Fixed carbon — is the solid fuel left in the furnace after the volatile matter is distilled off. It consists mostly of carbon but also contains some hydrogen, oxygen, sulphur, and nitrogen not driven off by the gases. Fixed carbon gives a rough estimate of the heating value of coal
• Volatile Matter — Volatile matters are methane, hydrocarbons, hydrogen and carbon monoxide, and incombustible gases like carbon dioxide and nitrogen found in coal. Thus the volatile matter is an index of the gaseous fuels present. A typical range of volatile matter is 20 to 35%. Proportionately increases flame length, and helps in easier ignition of coal.
- Total Moisture — A moisture content (fine coal)is preferred between 1.0–1.5% and the impact of each 1% increase in moisture (without considering the weight effect) is -6 kcal/kg use on design unit heat rate, -12 kcal/kg use on operating unit heat rate.
Once coal surface contacts with oxygen, adsorption/absorption/reaction will occur, releasing heat and gaseous products at the same time. The chemical reaction is expressed as follows –

The aim is to quantitatively understand the evaporation of inherent moisture and its overlapping with the subsequent volatile ignition and oxidation steps during pulverized coal combustion.
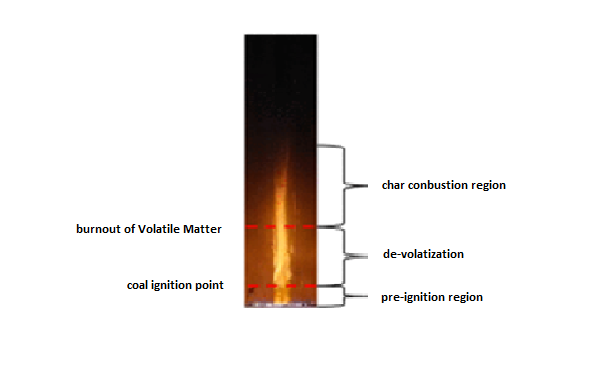
The unevaporated moisture was observed to be released with the volatiles together to form a thick cloud layer in the vicinity of the coal particle, thereby enlarging the sizes of the volatile flame remarkably, which are approximately twice the size of the dried coal flame. However, the intensity of the wet coal flame was much weaker than dried coal, due to the dilution effect of the inherent moisture on the volatile cloud, significantly delaying the ignition of the wet coal particle and its flame intensity and propagation velocity.

The results indicate that a high content of moisture in the raw coal caused the loss of char yield during coal devolatilization due to the steam-gasification between coal carbonaceous matter and moisture.
An increase in drying temperature and/or prolonging the drying time to reduce the inherent moisture content was suggested to prevent char loss.
Moisture absorbs heat, so high moisture content in coal reduces the relative efficiency of heating when coal is combusted.
The evaporation of moisture of coal takes away heat. Larger water content can reduce the internal energy of coal.
The type of fuel used in the cement sector is normally imported coal and I.M. content falls below 2% — except Indonesian origin.
The bulk of it comes from countries like South Africa and Australia but the recent trend is found the same supplement of having higher inherent moisture content without any change in total moisture.
Proximate analysis of the above coal shows an acceptable heat value between 5800 to 6000 K.Cal/Kg (net heat) but while using this is found a steady increase in sp. heat consumption in terms of K.Cal/Kg Clinker.
Practical application of high I.M. Coal (before and after) is demonstrated here —
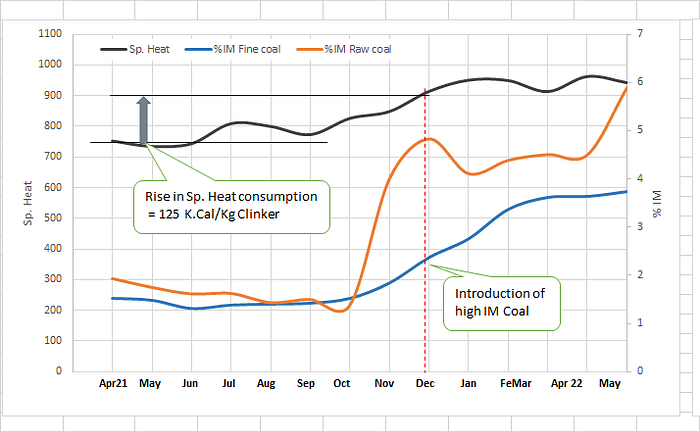
Here, this is found an increase of almost 125 K.Cal/Kg clinker in specific heat consumption was reported and a linear relationship between the % I.M. and heat requirement was practically observed as mentioned in chart-2.

This is noticeable from chart-1 that nearly 1.5% reduction in fine coal inherent moisture is attained through drying-grinding. Similarly, if sufficient hot gas is made available (keeping mill outlet gas temp within an acceptable range for specific coal type) further reduction is possible and this in turn will help in combustion and coal savings.
And complications in coal combustion due to high I.M. presence as mentioned — make it more difficult to sustain cost margin in existing very competitive markets like Cement.